详细分析我国锻造模具市场现状与投资前景预测
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。
钢的开始再结晶温度约为727℃,但普遍采用800℃作为划分线,高于800℃的是热锻;在300~800℃之间称为温锻或半热锻,在室温下进行锻造的称为冷锻。用于大多数行业的锻件都是热锻,温锻和冷锻主要用于汽车、通用机械等零件的锻造,温锻和冷锻可以有效的节材。
锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钛等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属。 金属在变形前的横断面积与变形后的横断面积之比称为锻造比。正确地选择锻造比、合理的加热温度及保温时间、合理的始锻温度和终锻温度、合理的变形量及变形速度对提高产品质量、降低成本有很大关系。从某种意义上说,锻件的年产量,模锻件在锻件总产量中所占的比例,以及锻造设备大小和拥有量等指标,在一定程度上反映了一个国家的工业水平。
我国大锻件行业产能严重过剩,只是针对低端产品市场。对于大锻件中、高端产品市场,仍然长期被国外大锻件企业占据。如何通过大锻件共性技术研究、特定产品流程再造、严格过程控制等有效措施,富有成效的开发大锻件中、高端产品市场,将是我国大锻件企业一项长期持久的工程。
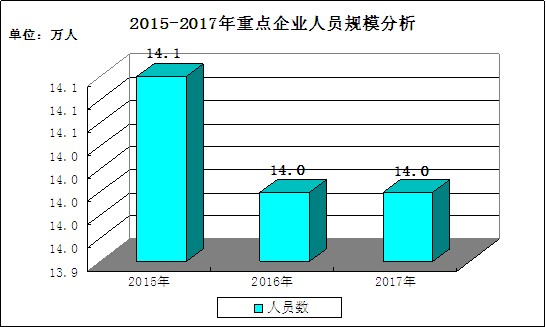
一、行业人员规模状况分析
根据中国锻压协会统计,2014年我国锻造行业重要企业人员总数为14.3万人。锻压行业是材料、能源等各类资源的消耗大户,亦是污染环境的源头之一。随着国家对环保的重视,锻造行业中小企业影响较大,对重点企业虽有影响,但影响较小,2017年锻造行业重点企业人员大约为14万人。
图表:2015-2017年锻造行业重点企业人员规模
二、行业资产规模状况分析
锻造行业是重资产行业,锻造设备包括了模锻液压机、、精锻机、快锻机、模锻机以及电液锤等,设备吨位的大小也关联产能的大小。例如东特大连特钢8000吨的快锻机可生产最大直径1500毫米特殊钢大锻材,大型模块以及轴、饼、环、筒类锻件,单件产品最大重量可达100余吨。随着产业的不断扩大,市场需求的加快,各钢厂新上了先进的精锻机。
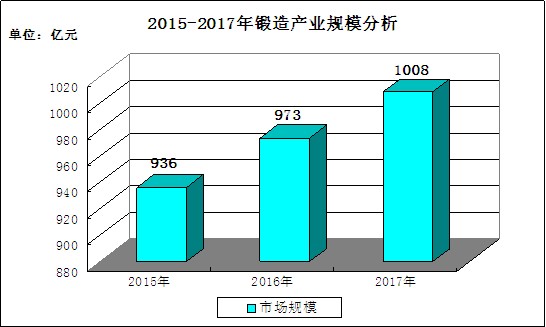
三、行业市场规模状况分析
图表:2015-2017年我国锻造产业规模分析